


3D પ્રિન્ટર અને 3D પેન માટે ટોરવેલ ABS ફિલામેન્ટ 1.75mm
ઉત્પાદનના લક્ષણો

| બ્રાન્ડ | ટોરવેલ |
| સામગ્રી | QiMei PA747 |
| વ્યાસ | ૧.૭૫ મીમી/૨.૮૫ મીમી/૩.૦ મીમી |
| ચોખ્ખું વજન | ૧ કિલો/સ્પૂલ; ૨૫૦ ગ્રામ/સ્પૂલ; ૫૦૦ ગ્રામ/સ્પૂલ; ૩ કિલો/સ્પૂલ; ૫ કિલો/સ્પૂલ; ૧૦ કિલો/સ્પૂલ |
| કુલ વજન | ૧.૨ કિગ્રા/સ્પૂલ |
| સહનશીલતા | ± 0.03 મીમી |
| લંબાઈ | ૧.૭૫ મીમી(૧ કિગ્રા) = ૪૧૦ મીટર |
| સંગ્રહ વાતાવરણ | સુકા અને હવાની અવરજવરવાળું |
| સૂકવણી સેટિંગ | ૬ કલાક માટે ૭૦˚સે. |
| સહાયક સામગ્રી | ટોરવેલ હિપ્સ, ટોરવેલ પીવીએ સાથે અરજી કરો |
| પ્રમાણપત્ર મંજૂરી | સીઈ, એમએસડીએસ, રીચ, એફડીએ, ટીયુવી, એસજીએસ |
| સાથે સુસંગત | મેકરબોટ, યુપી, ફેલિક્સ, રેપ્રેપ, અલ્ટીમેકર, એન્ડ3, ક્રિએલિટી3ડી, રાઇઝ3ડી, પ્રુસા આઇ3, ઝોર્ટ્રેક્સ, એક્સવાયઝેડ પ્રિન્ટિંગ, ઓમ્ની3ડી, સ્નેપમેકર, બીઆઈક્યુ3ડી, બીસીએન3ડી, એમકે3, એન્કરમેકર અને અન્ય કોઈપણ એફડીએમ 3ડી પ્રિન્ટર્સ |
વધુ રંગો
રંગ ઉપલબ્ધ:
| મૂળભૂત રંગ | સફેદ, કાળો, લાલ, વાદળી, પીળો, લીલો, પ્રકૃતિ, |
| અન્ય રંગ | ચાંદી, રાખોડી, ત્વચા, સોનું, ગુલાબી, જાંબલી, નારંગી, પીળો-સોનું, લાકડું, ક્રિસમસ લીલો, ગેલેક્સી વાદળી, આકાશ વાદળી, પારદર્શક |
| ફ્લોરોસન્ટ શ્રેણી | ફ્લોરોસન્ટ લાલ, ફ્લોરોસન્ટ પીળો, ફ્લોરોસન્ટ લીલો, ફ્લોરોસન્ટ વાદળી |
| તેજસ્વી શ્રેણી | તેજસ્વી લીલો, તેજસ્વી વાદળી |
| રંગ બદલવાની શ્રેણી | વાદળી લીલો થી પીળો લીલો, વાદળી થી સફેદ, જાંબલી થી ગુલાબી, રાખોડી થી સફેદ |
| ગ્રાહક PMS રંગ સ્વીકારો |

મોડેલ શો

પેકેજ
વેક્યુમ પેકેજમાં ડેસીકન્ટ સાથે 1 કિલો રોલ ABS ફિલામેન્ટ.
દરેક સ્પૂલ વ્યક્તિગત બોક્સમાં (ટોરવેલ બોક્સ, ન્યુટ્રલ બોક્સ, અથવા કસ્ટમાઇઝ્ડ બોક્સ ઉપલબ્ધ).
પ્રતિ કાર્ટન 8 બોક્સ (કાર્ટનનું કદ 44x44x19cm).

ફેક્ટરી સુવિધા

મહત્વપૂર્ણ નોંધ
ઉપયોગ પછી ગૂંચવણો ટાળવા માટે ફિલામેન્ટને નિશ્ચિત છિદ્રમાંથી પસાર કરો. 1.75 ABS ફિલામેન્ટને વાર્પિંગ ટાળવા માટે હીટ-બેડ અને યોગ્ય પ્રિન્ટિંગ સપાટીની જરૂર પડે છે. ઘરેલું પ્રિન્ટરોમાં મોટા ભાગો વાર્પ થવાની સંભાવના હોય છે અને પ્રિન્ટ કરતી વખતે ગંધ PLA કરતા વધુ તીવ્ર હોય છે. રાફ્ટ અથવા બ્રિમનો ઉપયોગ કરવો અથવા પ્રથમ સ્તર માટે ગતિ ઘટાડવી એ વાર્પિંગ ટાળવામાં મદદ કરી શકે છે.
વારંવાર પૂછાતા પ્રશ્નો
ફિલામેન્ટ્સ બિલ્ડ બેડ પર કેમ ચોંટી શકતા નથી?
1. છાપતા પહેલા તાપમાન સેટિંગ તપાસો, ABS ફિલામેન્ટમાં એક્સટ્રુઝન તાપમાન વધારે હોય છે;
2. પ્લેટની સપાટી લાંબા સમયથી ઉપયોગમાં લેવાય છે કે નહીં તે તપાસો, પ્રથમ સ્તર મજબૂત સંલગ્નતા સુનિશ્ચિત કરવા માટે તેને અમારી નવી સપાટીથી બદલવાની ભલામણ કરવામાં આવે છે;
3. જો પ્રથમ સ્તરમાં સંલગ્નતા નબળી હોય, તો નોઝલ અને સપાટી પ્લેટ વચ્ચેનું અંતર ઘટાડવા માટે પ્રિન્ટ સબસ્ટ્રેટને ફરીથી સ્તર આપવાની ભલામણ કરવામાં આવે છે;
4. જો અસર સારી ન હોય, તો છાપતા પહેલા ડ્રાફ્ટ છાપવાનો પ્રયાસ કરવાની ભલામણ કરવામાં આવે છે.
| ઘનતા | ૧.૦૪ ગ્રામ/સેમી3 |
| મેલ્ટ ફ્લો ઇન્ડેક્સ (ગ્રામ/૧૦ મિનિટ) | ૧૨ (૨૨૦℃/૧૦ કિગ્રા) |
| ગરમી વિકૃતિ તાપમાન | ૭૭℃, ૦.૪૫MPa |
| તાણ શક્તિ | ૪૫ એમપીએ |
| વિરામ સમયે વિસ્તરણ | ૪૨% |
| ફ્લેક્સરલ સ્ટ્રેન્થ | ૬૬.૫ એમપીએ |
| ફ્લેક્સરલ મોડ્યુલસ | ૧૧૯૦ એમપીએ |
| IZOD અસર શક્તિ | ૩૦ કિલોજુલ/㎡ |
| ટકાઉપણું | 10/8 |
| છાપવાની ક્ષમતા | 10/7 |
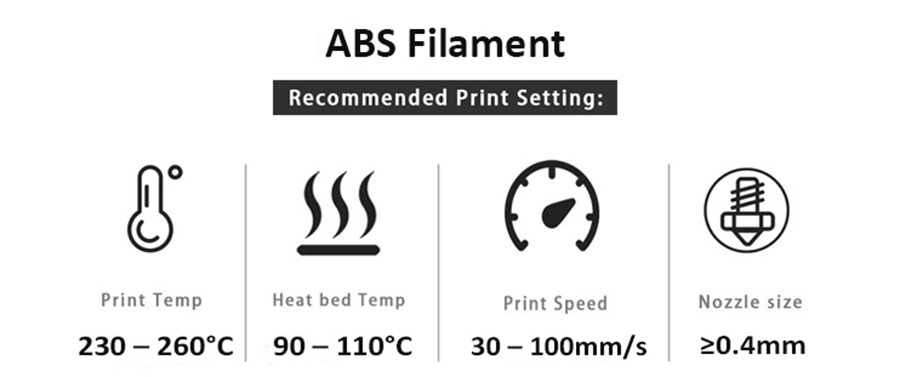
| એક્સટ્રુડર તાપમાન (℃) | ૨૩૦ - ૨૬૦ ℃ભલામણ કરેલ 240℃ |
| પથારીનું તાપમાન (℃) | ૯૦ - ૧૧૦° સે |
| નોઝલનું કદ | ≥0.4 મીમી |
| પંખાની ગતિ | સારી સપાટી ગુણવત્તા માટે નીચો / સારી મજબૂતાઈ માટે બંધ |
| છાપવાની ઝડપ | ૩૦ - ૧૦૦ મીમી/સેકન્ડ |
| ગરમ પલંગ | જરૂરી |
| ભલામણ કરેલ બિલ્ડ સપાટીઓ | ગુંદર સાથે કાચ, માસ્કિંગ પેપર, બ્લુ ટેપ, બિલ્ટટેક, PEI |







